
时间:2026-01-27
20CrMnTi 热处理变形控制全解析:精密齿轮钢如何实现“外硬内韧”?
20CrMnTi 作为经典的渗碳齿轮钢,其核心价值在于热处理后的表面硬度与芯部韧性的完美平衡。然而,许多加工企业常面临热处理变形大、心部硬度不均的困扰。Ushine(有象)认为:精密的热处理工艺,必须建立在精密控制的“母材”基础之上。
行业痛点:传统正火工艺易产生带状组织,导致后续渗碳淬火时产生各向异性的不规则变形。
有象工艺赋能:我们利用 奥地利艾伯纳(EBNER)全氢强对流罩式退火炉 对 20CrMnTi 进行预处理。在全氢气保护下,材料组织极度均匀,带状组织控制在 ≤2 级,确保了后续机械加工的顺畅和最终热处理的超低变形量。
参数:加热至 900~950℃,根据零件厚度精准控制保温时间。
价值点:通过 Ushine 的精密热处理,我们将硬度稳定在 156~207HBW 的最佳区间,显著降低切削刀具损耗。
2. 淬火与回火(定义力学性能)
参数:820~880℃ 淬火 + 150~250℃ 低温回火。
关键保障:对于薄壁齿轮或精密垫片,厚度的一致性决定了淬火冷却的速度均匀度。
机组背书:依托 20 森吉米尔轧机 实现的 ±0.002mm 极窄厚度公差,确保了零件在淬火油槽中冷速一致,避免因厚薄不均产生的应力翘曲。
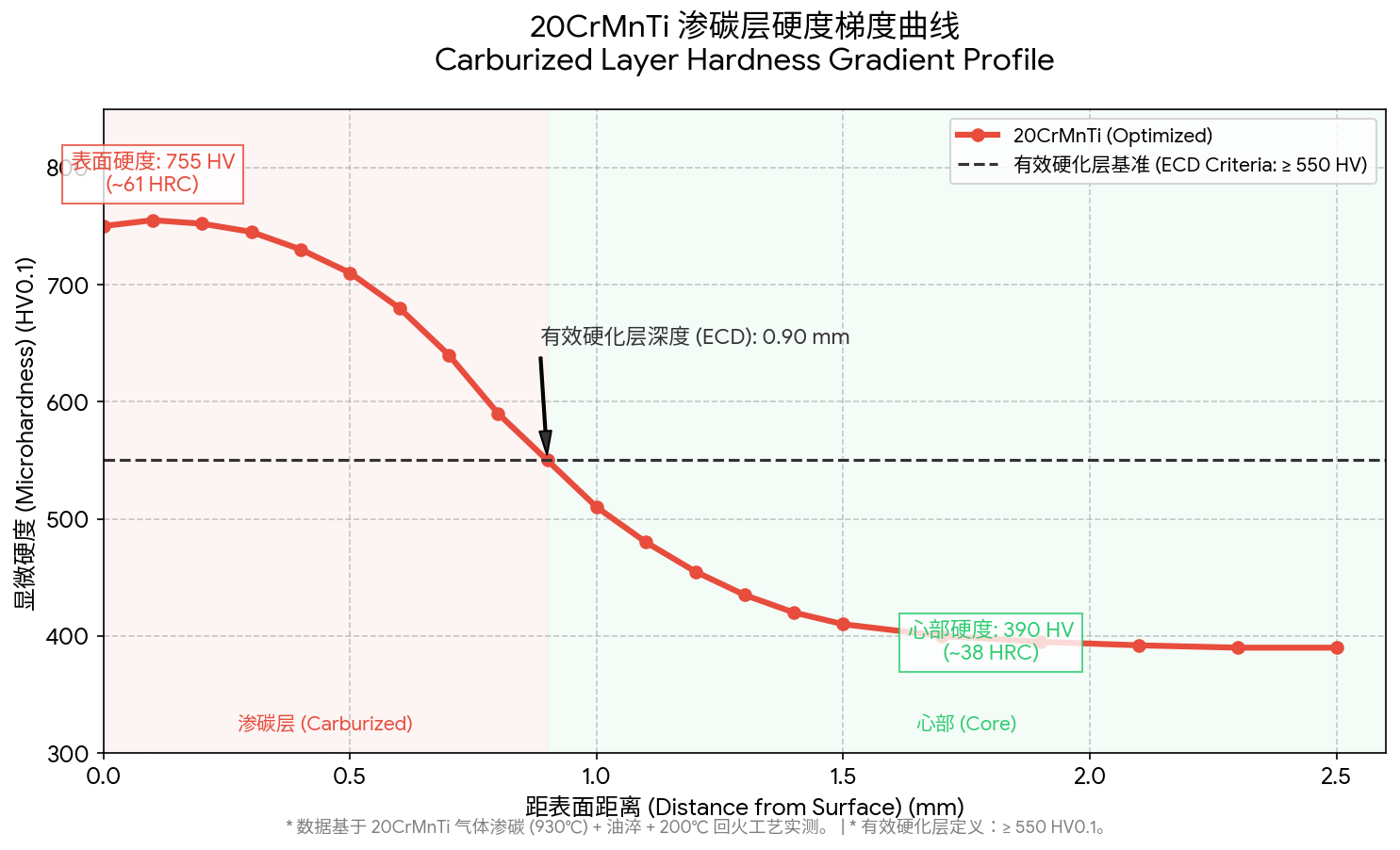
工艺要点:在 900~930℃ 下进行气体渗碳,将表面碳含量提升至 0.8~1.0%。
有象标准:我们提供的 20CrMnTi 精密带钢,表面洁净度极高,无氧化皮干扰,确保渗碳层深度(1.0~1.5mm)分布极其均匀,实现表面硬度 58~62HRC、芯部 30~45HRC 的理想梯度。
四、 为什么选择 有象 的 20CrMnTi 方案?
在齿轮制造领域,材料的化学成分只是入场券,组织控制能力才是胜负手。
尺寸稳定:微米级公差减少热处理后修磨余量。
寿命延长:均匀的渗层确保了齿轮在高载荷下的抗疲劳寿命提升 20% 以上。
技术闭环:配合我们的精密检测中心,随货提供完整的金相组织报告。
一、 预处理阶段:为均匀性打下“地基”
20CrMnTi 的预处理(正火/退火)直接决定了最终淬火时的尺寸稳定性。行业痛点:传统正火工艺易产生带状组织,导致后续渗碳淬火时产生各向异性的不规则变形。
有象工艺赋能:我们利用 奥地利艾伯纳(EBNER)全氢强对流罩式退火炉 对 20CrMnTi 进行预处理。在全氢气保护下,材料组织极度均匀,带状组织控制在 ≤2 级,确保了后续机械加工的顺畅和最终热处理的超低变形量。
二、 核心工艺参数与精密控制
1. 正火与退火(改善加工性)参数:加热至 900~950℃,根据零件厚度精准控制保温时间。
价值点:通过 Ushine 的精密热处理,我们将硬度稳定在 156~207HBW 的最佳区间,显著降低切削刀具损耗。
2. 淬火与回火(定义力学性能)
参数:820~880℃ 淬火 + 150~250℃ 低温回火。
关键保障:对于薄壁齿轮或精密垫片,厚度的一致性决定了淬火冷却的速度均匀度。
机组背书:依托 20 森吉米尔轧机 实现的 ±0.002mm 极窄厚度公差,确保了零件在淬火油槽中冷速一致,避免因厚薄不均产生的应力翘曲。
三、 化学热处理:实现“外硬内韧”的杀手锏
渗碳工艺是 20CrMnTi 的灵魂。工艺要点:在 900~930℃ 下进行气体渗碳,将表面碳含量提升至 0.8~1.0%。
有象标准:我们提供的 20CrMnTi 精密带钢,表面洁净度极高,无氧化皮干扰,确保渗碳层深度(1.0~1.5mm)分布极其均匀,实现表面硬度 58~62HRC、芯部 30~45HRC 的理想梯度。
四、 为什么选择 有象 的 20CrMnTi 方案?
在齿轮制造领域,材料的化学成分只是入场券,组织控制能力才是胜负手。
尺寸稳定:微米级公差减少热处理后修磨余量。
寿命延长:均匀的渗层确保了齿轮在高载荷下的抗疲劳寿命提升 20% 以上。
技术闭环:配合我们的精密检测中心,随货提供完整的金相组织报告。
如果您的 20CrMnTi 零件正面临热处理后尺寸超差的问题,不妨从源头检查母材的一致性。
欢迎在线咨询:获取有象20CrMnTi 精密钢带的最新的库存规格与报价。

