
时间:2025-09-25
EV电机用无取向电工钢性能解析与CVD渗硅技术前瞻
在新能源汽车(EV)、高效电力设备快速迭代的当下,无取向电工钢作为核心磁性材料,其性能直接决定了电机的能效上限与动力表现。有象精密钢材聚焦超薄带材压延与组织精控,助力驱动电机向“高转速、小型化、低损耗”迈进。
一、 无取向电工钢的核心特性:磁化与损耗的极致平衡
无取向电工钢的研发始终围绕 “高效磁化” 与 “低能量损耗” 展开。对于新能源汽车驱动电机而言,材料需在复杂的动态工况下保持以下平衡:
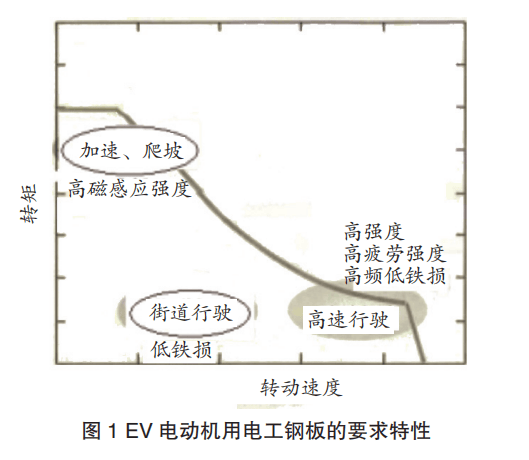
1. 高磁感应强度(B50):在车辆爬坡、起步等高转矩需求下,确保磁场强度充足。
2. 极低铁损(W15/50):通过“薄板化”(厚度控制在 0.2mm - 0.35mm)抑制涡流损耗,提升整车续航里程。
3.高周波低损耗:在电机高速转动产生的高频磁场下,依然能保持较低的能量耗散。
4.卓越的力学强度:应对电机转子在 15,000rpm 以上高速旋转时的离心应力,防止疲劳开裂。
二、 关键热处理工艺:调控磁性的“炼金术”
无取向电工钢的最终性能,很大程度上取决于热处理对晶粒尺寸及织构的精准调控。
1. 常化退火(热轧板退火)
工艺目标:消除热轧组织的不均匀性,为后续冷轧提供优良的织构基础。
有象技术视点:通过 850-1050℃ 的高温短时退火,促进第二相质点的粗化,从而显著提升成品的磁感应强度并降低铁损。
2. 最终退火
工艺目标:在非氧化性气氛中,通过再结晶控制晶粒尺寸。
硅(Si)含量是提升电阻率、降低铁损的关键。然而,Si 含量超过 3.0% 后材料脆性剧增,传统压延工艺极难制造出薄板。
1.连续渗硅技术(CVD)的创新
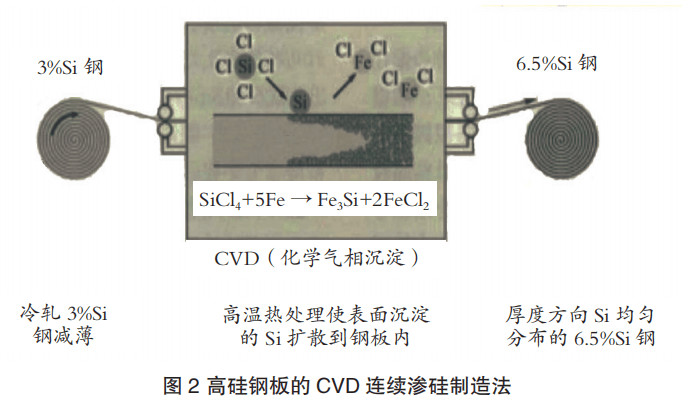
为攻克 6.5% Si 高硅钢的工业化难题,行业引入了 化学气相沉积(CVD) 工艺:
渗硅流程:先将低硅钢冷轧至 0.1-0.2mm 极薄状态,随后在高温下向表面喷涂四氯化硅(SiCl4)气体。
扩散处理:通过二次退火使硅元素沿厚度方向均匀扩散,成功制造出具备极低磁致伸缩效应和极高导磁率的 6.5% 硅钢。
2.最新趋势:Si 梯度磁性材料
利用 CVD 技术,行业已开发出 Si 浓度梯度分布材料。其表层为高硅(强化高频低损耗),中心为低硅(保持高强度与磁感)。
优势:在 10kHz 以上高频区域,铁损远低于传统材料。
应用:太阳能光伏扼流圈、超高速电机铁芯、高端电力转换器。
无取向电工钢的最终性能,很大程度上取决于热处理对晶粒尺寸及织构的精准调控。
1. 常化退火(热轧板退火)
工艺目标:消除热轧组织的不均匀性,为后续冷轧提供优良的织构基础。
有象技术视点:通过 850-1050℃ 的高温短时退火,促进第二相质点的粗化,从而显著提升成品的磁感应强度并降低铁损。
2. 最终退火
工艺目标:在非氧化性气氛中,通过再结晶控制晶粒尺寸。
核心逻辑:晶粒过大会降低机械强度,过小则增加磁滞损耗。有象精密钢材 通过精密控温,确保晶粒尺寸处于最佳区间,平衡电磁感应与抗拉强度。
硅(Si)含量是提升电阻率、降低铁损的关键。然而,Si 含量超过 3.0% 后材料脆性剧增,传统压延工艺极难制造出薄板。
1.连续渗硅技术(CVD)的创新
为攻克 6.5% Si 高硅钢的工业化难题,行业引入了 化学气相沉积(CVD) 工艺:
渗硅流程:先将低硅钢冷轧至 0.1-0.2mm 极薄状态,随后在高温下向表面喷涂四氯化硅(SiCl4)气体。
扩散处理:通过二次退火使硅元素沿厚度方向均匀扩散,成功制造出具备极低磁致伸缩效应和极高导磁率的 6.5% 硅钢。
2.最新趋势:Si 梯度磁性材料
利用 CVD 技术,行业已开发出 Si 浓度梯度分布材料。其表层为高硅(强化高频低损耗),中心为低硅(保持高强度与磁感)。
优势:在 10kHz 以上高频区域,铁损远低于传统材料。
应用:太阳能光伏扼流圈、超高速电机铁芯、高端电力转换器。
四、 有象精密钢材(Ushine)的交付价值
在精密电工钢供应领域,有象不仅提供材料,更提供稳定性:
超薄压延能力:稳定供应 0.2mm/0.25mm/0.30mm 规格,同板差公差控制优异。
绝缘涂层一致性:确保钢板表面涂层具备极高的层间电阻与冲压适配性。
全流程技术支持:协助客户解决电机铁芯叠装系数、应力退火后的磁性漂移等实战难题。

