在压力容器、精密机械及钢结构制造中,准确识别钢材类别(Fe类)并匹配标准的焊接代号是确保工程合规的核心。有象为您深度梳理 Ⅰ-Ⅳ 类常见钢材的性能差异,并对照国际标准的焊接方法标识,助您实现工艺设计的标准化与高效化。
一、 钢材类别(Fe-I 至 Fe-IV)特性对照表
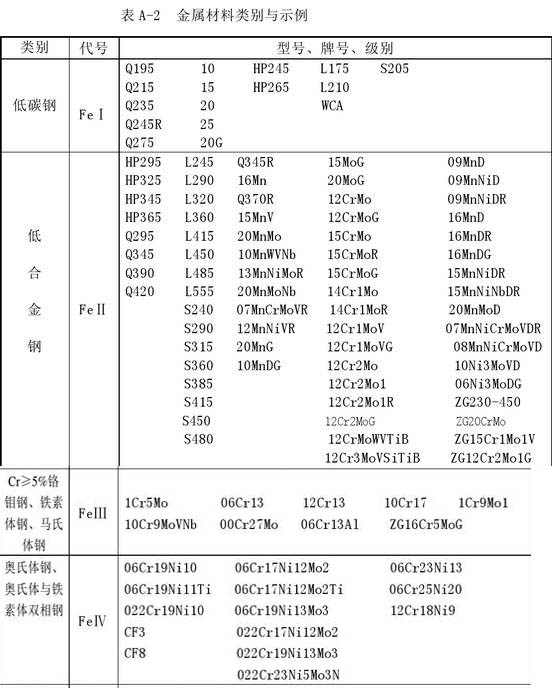
根据材料的化学成分、力学性能及焊接热循环下的组织转变特征,我们将常用钢材分为四大核心类别。
|
类别标识
|
材料名称
|
代表牌号
|
核心特性
|
焊接难点与工艺建议
|
|
Fe-I (一类)
|
碳素钢
|
Q235, 20#, 20R, L210
|
含碳量 ≤0.25%。强度适中,具有极佳的可焊性。
|
基本上无裂纹倾向。厚板需注意氢致裂纹,建议使用碱性焊条。
|
|
Fe-II (二类)
|
低合金钢
|
Q345R, 12Cr1MoV, L245
|
加入 Mn, Si, Mo 等元素提升强度与耐温性。
|
存在淬硬倾向。焊前建议预热 100-200℃,防止冷裂纹。
|
|
Fe-III (三类)
|
中合金钢/不锈钢
|
1Cr5Mo, 0Cr13 (410S), 1Cr17
|
马氏体/铁素体组织。高耐蚀,但晶粒易粗化。
|
焊接性较差。需严格控制线能量,防止热影响区脆化及晶间腐蚀。
|
|
Fe-IV (四类)
|
奥氏体/双相钢
|
304, 316L, 2205 (S32205), 2507
|
无磁性或弱磁性,极高耐蚀性与韧性。
|
需防止热裂纹。双相钢焊接需严格控制层间温度及铁素体比例(30%-60%)。
|
二、 常用焊接方法代号:从 ISO 到现场标识
在焊接工艺评定(WPQR)与作业指导书(WPS)中,通常使用数字代号表示焊接方法。以下为 ISO 4063 与国内标准的通用对照。
1. 核心方法代号对照
111 (SMAW):手工电弧焊。适用于 I、II 类钢材的全位置焊接。
141 (GTAW/TIG):钨极氩弧焊。焊缝极其美观,是 IV 类不锈钢打底的首选。
135 (GMAW/MAG):活性气体保护焊。常用于 II 类低合金钢的高效自动化生产。
12 (SAW):埋弧焊。适用于厚板、长焊缝的自动化作业。
2. 现场组合标识含义
Ws (全氩弧焊接):指盖面与底层均采用 GTAW 工艺。
Ws+Ds (氩电联焊):工业中最常用的方案——GTAW 打底 + SMAW 盖面。兼顾了背面的优异成形与填充阶段的高效率。
三、 有象的技术选型建议
在供应 Ⅰ-Ⅳ 类钢材的过程中,有象关注的不仅是化学成分,更是后续的焊接可靠性:
1.异种钢焊接
当 Fe-I(碳钢)与 Fe-IV(不锈钢)对接时,务必选用高铬镍含量的焊材(如 E309 系列),以稀释碳钢对焊缝的负面影响,防止产生脆性组织。
2.不锈钢表面保护:
在进行 IV 类钢焊接时,应严格避免碳钢工具污染不锈钢表面,防止因“渗碳”引起的局部锈蚀。
3.精密材料供应优势:
有象供应的 2205/2507 双相钢,严格控制 氮 (N) 含量。氮是强烈的奥氏体形成元素,能显著改善焊接热影响区(HAZ)的组织平衡,确保接头具备与母材相当的耐蚀性。
附:金属材料类别与示例表