
冷冲压是现代工业的“魔术师”,能将平整的板料瞬间变为复杂的零件。但在追求 IT10 级以上精度的精密冲压中,决定胜负的不仅是模具的精度,更是材料的厚度公差与内应力状态。本周,有象精密为您深度拆解冷冲压的核心工艺逻辑。
一、 冷冲压加工:大批量制造的“精密之选”
冷冲压通过安装在压力机上的模具,在常温下对板材施加压力。它之所以成为汽车、电子、仪表行业的首选,源于其无法替代的四大特性:
极高的尺寸稳定性:依赖高精度模具,冲压件互换性极佳。在高精领域,尺寸公差可达微米级,部分制件无需后续机加工即可直接装配。
结构轻量化与高强度:通过塑性变形,冲压过程能改善材料的微观组织,使零件在重量轻的同时,拥有优异的刚性与疲劳强度。
效率的极限跃升:大型汽车覆盖件每分钟数件,而小型电子弹片通过高速冲压,每分钟产量可达 1000-2000 件。
材料利用率优势:利用率通常在 70%~85%。对于昂贵的特种合金(如铍铜、镍合金),精准的排样与冲压可实现“零废料”生产。
有象提示:模具成本高昂,因此冷冲压更适合具有规模效应的大批量生产。
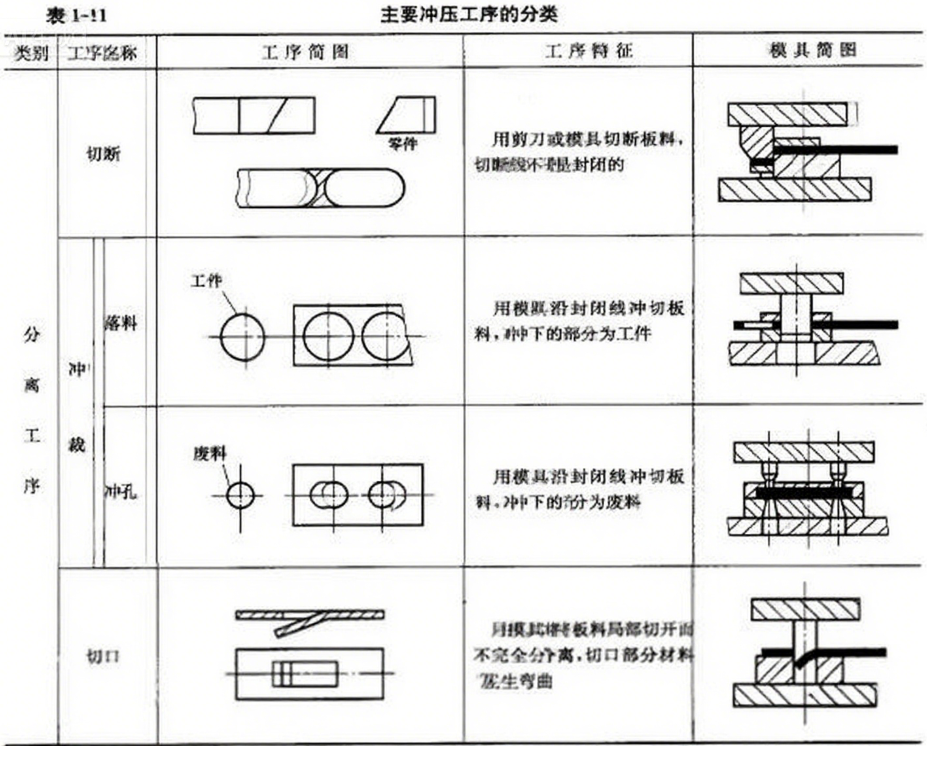
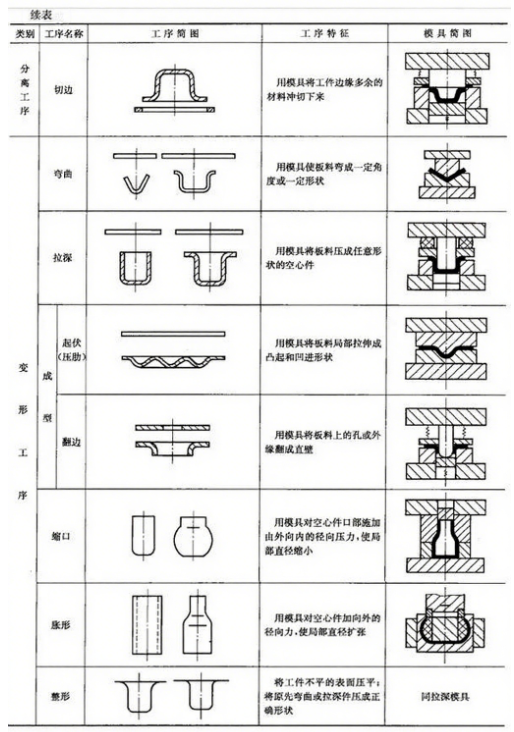
二、 核心工序:分离、变形与复合
根据材料在模具中的运动状态,我们将工序分为以下三类:
分离工序:使材料沿预设轮廓断裂。关键在于冲裁间隙的控制。如果板材厚度不均(如同板差过大),会导致严重的毛刺(Burr)或崩刃。
塑性变形工序:包括拉深、弯曲、成形等。重点在于利用材料的延伸率和 r 值(塑性应变比)。高质量的 SPCC 或不锈钢带在此工序中能确保不破裂、不回弹。
复合工序:级进模连续冲压。这是目前最高效的模式,要求带料具备极高的直线度(蛇行度控制)和平整度。
三、 常用冲压材料:有象精密的供应核心
材料是冲压的基础。有象深知,只有稳定的材料性能,才能避免冲压过程中的“开裂”与“回弹”。
1. 供应形态:带料(卷料)的主场
在自动化、高速冲压场景下,带料(卷料)是核心。有象提供展开长度达数千米的精密卷带,适配自动送料机,极大减少了换料停机时间。
2. 材料分类与精度标尺
黑色金属:普通碳钢(SPCC)、优质碳钢(S50C)、不锈钢(SUS301/304/316L)等。
有色金属:纯铜、黄铜(C2680)、磷青铜(C5191)、铝合金等,满足导电、散热与耐蚀需求。
有象标准——超越国标的精度:
厚度公差:常规 B 级精度已无法满足精密冲压。有象可提供±0.002mm级的超精密冷轧带材。
表面等级:提供从 I 级(高级精整)到镜面级的表面,确保冲压后无需抛光即可直接入库。
冲压分级:覆盖普通级(P)、深拉深级(S)到特深拉深级(Z),解决复杂零件拉裂痛点。
有象精密的价值主张
在冷冲压链条中,有象扮演着“工艺稳压器”的角色。我们不仅供应 SPCC、不锈钢或铜带,更通过20 辊压延工艺控制材料的晶粒尺寸与残余应力。
如果您的冲压线正面临以下困扰:
1.材料批次不稳定导致的频繁调模;
2.超薄板材(0.1mm 以下)冲裁时的严重毛刺;
3.复杂拉深件的底部开裂。
欢迎咨询有象精密。只要您的图纸上有明确的 R 角与公差,我们就能为您轧制出最适配的精密钢带。

