
时间:2022-11-10
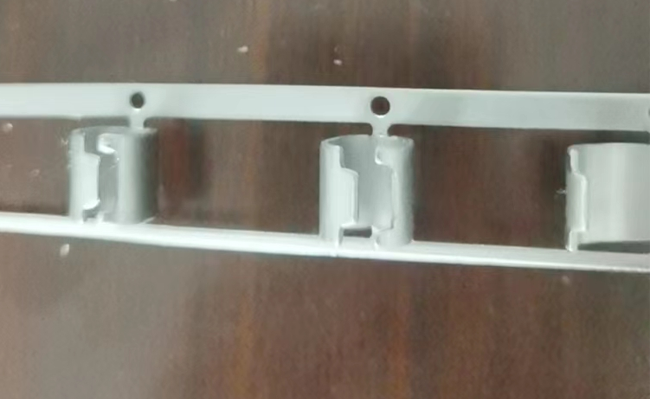
65Mn冷轧钢带做衬套开口回弹
首先得很感谢用户,把产品照片发给我了,这样我也好解释它,其实有时候发现这个问题,我们也无法解决,不过收集点信息,发布出来,权当记录一个资料,也许某天哪个技术大咖看到,有些许意见给到。
那近期找来,应该是对方供应商供应的GB/T 711 2017,65Mn冷轧钢带出现了更大的纰漏,或者问题严重化了,导致回弹概率提高了百分比。一般冷轧钢带供应的话是前期磨合比较困难,中途很少会发生事情,非常稳定,除非母卷坯料的厂家更换过,或者偷工减料,减少了工艺。
我们在接到这个,其实也很懵逼,没怎么接触这个例行。记得去年有一个是65Mn淬火钢带,折弯60度,折好之后,那个角度会变动,也会张开。对于这个软态的冷轧钢带,回弹,第一反应就是65Mn冷轧钢带的内应力造成的,这个内应力有很多种,百度了下,大概有如图这些。
 然后大概了解了下很多内应力消除的办法,也有如图这些。
然后大概了解了下很多内应力消除的办法,也有如图这些。
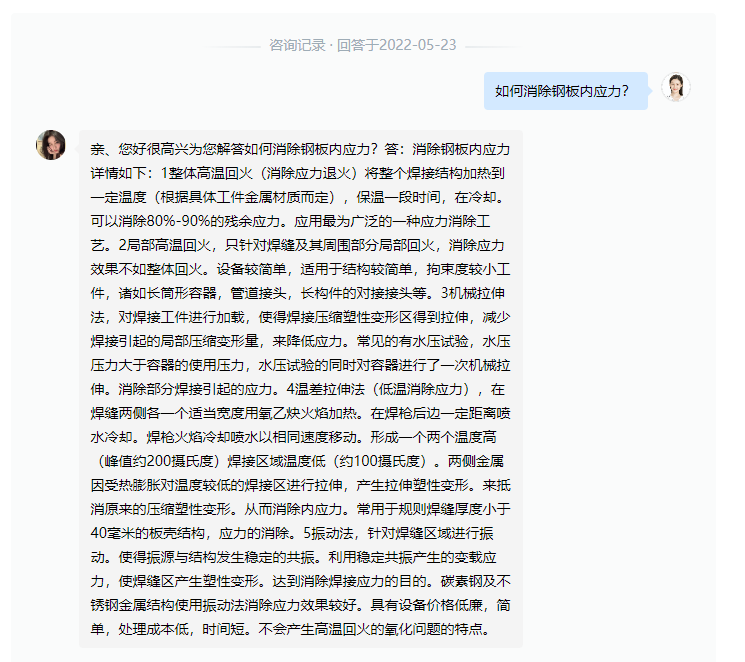 其实这一问一答,都针对内应力,以及内应力怎么去解决,大概办法就分两类,一个是整形释放,一个是内部释放。整形释放,就跟开平板的矫平辊一样,内部释放,那就涉及到专业的热处理方面了。
其实这一问一答,都针对内应力,以及内应力怎么去解决,大概办法就分两类,一个是整形释放,一个是内部释放。整形释放,就跟开平板的矫平辊一样,内部释放,那就涉及到专业的热处理方面了。
后期跟其他技术顾问沟通,了解到用户一直使用的是65Mn,不稳定,那他的Mn含量比原先设计的材质C67S高,Mn本身也是增加耐磨,强度。对于材料的冷成型多少会有些影响,甚至产品的回弹,也有可能是这方面因素。
再者还有个影响因素,就是冷轧压延的工艺,球化退火的次数,65Mn冷轧钢带的晶粒度大小,导致材料的韧性,甚至是塑形,这些都是比较关键的影响因素,甚至材料的硬度,是否处于边界上。这些都是比较多的影响因素。
毕竟以前我们供应的用户生产的碟簧,依然需要角度和弧度,但是用大的压下率和多次退火,成型后,依然能保持固定的形态。
那近期找来,应该是对方供应商供应的GB/T 711 2017,65Mn冷轧钢带出现了更大的纰漏,或者问题严重化了,导致回弹概率提高了百分比。一般冷轧钢带供应的话是前期磨合比较困难,中途很少会发生事情,非常稳定,除非母卷坯料的厂家更换过,或者偷工减料,减少了工艺。
客户叙述说到,原本客户设计要求的是C67S,EN 10132-4 2000 冷轧钢板及钢带,那因为早在2011年C67S生产厂家很少,大部分是进口,原料进口成本高,最后跟用户协调下来,使用了65Mn冷轧钢带,两者成分可以见下图,相差不大。然后就这样生产了这么久,那最近问题严重了,索性想试一试,直接用c67s是否能避免这些问题。其实C67S的S代表的spring,弹簧的意思,本身我们国内的65Mn冷轧钢带也是弹簧用的。不过比较下来,65Mn的含碳量较C67S少,但是含Mn量比C67S偏高,这个含Mn量也会造成回弹增强(一个资深冷轧厂的人讲解)

(宝钢c67s热轧卷质保书)

(宝钢65Mn热轧卷质保书)
我们在接到这个,其实也很懵逼,没怎么接触这个例行。记得去年有一个是65Mn淬火钢带,折弯60度,折好之后,那个角度会变动,也会张开。对于这个软态的冷轧钢带,回弹,第一反应就是65Mn冷轧钢带的内应力造成的,这个内应力有很多种,百度了下,大概有如图这些。
后期跟其他技术顾问沟通,了解到用户一直使用的是65Mn,不稳定,那他的Mn含量比原先设计的材质C67S高,Mn本身也是增加耐磨,强度。对于材料的冷成型多少会有些影响,甚至产品的回弹,也有可能是这方面因素。
再者还有个影响因素,就是冷轧压延的工艺,球化退火的次数,65Mn冷轧钢带的晶粒度大小,导致材料的韧性,甚至是塑形,这些都是比较关键的影响因素,甚至材料的硬度,是否处于边界上。这些都是比较多的影响因素。
毕竟以前我们供应的用户生产的碟簧,依然需要角度和弧度,但是用大的压下率和多次退火,成型后,依然能保持固定的形态。
其实即使我们生产的c67s冷轧钢带去做这个产品,我们也没有办法去保证,只能一点一点摸索,先按照最丰富的条件去生产冷轧钢带,在可以保证生产进度之后,后期再慢慢减少,尝试,测试,多磨合。

